
清酒の歴史
弥生時代
米を原料とした酒が造られるようになったのは、水稲農耕が定着した縄文時代以降、弥生時代にかけての西日本の九州・近畿が起源と考えられます。当時は、巫女により、加熱した穀物を口でよく噛むことによって唾液の酵素(ジアスターゼ)で糖化を促し、野生酵母によって発酵させる「口噛み」という方法を用いていました。
大和時代
酒造りが徐々に国内に広まり、「古事記」や「日本書紀」などの文献に登場するようになります。この当時は「キ」「ミキ」「ミワ」「クシ」などの呼ばれ方をしており、まだ「サケ」という呼び方はされていませんでした。また、箸で食べられるぐらいの固体に近い液体状でした。
奈良時代
古事記によると、百済から帰化した「須須許里(すすこり)」が、周で開発された麹による酒造りを伝承したと記されています。この麹が「加無太知(かむたち)」と呼ばれるようになり、米麹による醸造法が普及するきっかけとなりました。文献においては奈良時代に編纂された「播磨国風土記」において「大神の御粮(みかれい)沾(ぬ)れて黴(かび)生えき、すなはち、酒を醸(かも)さしめて、庭酒に献りて宴しき」と記載されており、カビの生えた米で酒を醸したことがわかる日本最古の文献となっています。このお酒を醸した場所が宍粟市であることからここ西はりま地域を日本酒の発祥の地と位置づける説もあります。
平安時代
米・麹・水で酒を仕込む方法、さらには燗に関する記述が、平安時代初期に編纂された『延喜式』(えんぎしき)に記載されています。ハレの日に酒は不可欠のものでしたが、まだ庶民の口に頻繁に入ることはありませんでした。
鎌倉・室町時代
平安末期から鎌倉・室町にかけて都市化が進み、商業が盛んになるにつれ、酒は米と同等の経済価値を持ちながら流通していきました。寺院、神社が酒を造るようになり、京都の「柳酒屋」「梅酒屋」などに代表される造り酒屋が隆盛し始めます。
また、麹と蒸米と水を2回に分けて加える段仕込みの方法、乳酸醗酵の応用、木炭の使用などが、南北朝から室町初期の『御酒之日記』(ごしゅのにっき)に記されています。
16世紀になると地酒の時代へと移行していき、奈良で大量生産の先がけとなる十石入り仕込み桶が製造され、数々の地酒が誕生し、現在の清酒造りのほぼ完全な原型ともいえる、麹、掛米のいずれも白米を用いた「諸白」(もろはく)仕込みが完成しました。
安土桃山時代
従来の瓶や壺で少量ずつ仕込んでいた方法から、大桶を作る技術の完成によって、生産量が飛躍的に増大しました。このことにより、近代清酒工業の基礎ができたと言えるでしょう。
江戸時代
当時のヨーロッパでさえ開発されていなかった、保存性をさらに高めるための火入れ法(低温殺菌法)や、歩留りを良くすると同時に香味をととのえ、火落ち酸敗の危険を低くする柱焼酎の混和法(アルコール添加)など、画期的な処理技術が開発されました。
また江戸時代初期頃までは、1年間に計5回の仕込みがありましたが、冬期に仕込む「寒造り」が最も優れていることが明らかになり、低温・長期発酵といった醸造条件や、優秀な酒造りの技術集団の確保がしやすい時期であることからも重要視されるようになりました。
天保年間には、灘の宮水のように、鉄分が少なく有効ミネラルに富んだ水が酒造りに重要であるということが分かり、酒造用水の水質の重要性が広く知られるようになりました。江戸中期になると、酒造りが「地の酒」を超越して巨大な装置産業へと発展していきました。その背景には海運の発達や問屋組織の確立がありました。
明治時代
明治維新をむかえ、国は税金の収集を強化し富国強兵策をとります。「酒税」もその対象となり、農家などで自家生産・自家消費されていたどぶろく作りなどの自家醸造が「密造」とされ、完全に禁止になります。
明治19年にびん詰めが行われ始め、明治42年には1升びんが開発されました。同時期に速醸法が編み出され、化学理論が酒の製造に不可欠の要素であるとして、国立の醸造試験所が開設されます。
近代〜現代
1升びんが大正時代から普及し始め、昭和初期には堅型精米機が発明され、木樽に代わって衛生的で温度管理や微生物の管理が容易な琺瑯タンクが登場し、酒造は近代化・効率化を迎えました。
昭和12年(1937年)、日中戦争による米不足で酒の生産量が減少し、水で薄めた金魚酒などの質の悪い酒が横行し始めたため、昭和15年(1940年)にアルコール濃度の規格ができ、政府の監査により日本酒級別制度が設けられました。
昭和18年には級別制度が始まり、大戦終了後、各地における酒造りが復興しました。
1980年代後半には、バブル経済ともあいまって吟醸酒ブームを生みました。平成4年に級別制度が全廃となり、現在に至っています。
新たな希望を見出した
清酒産業
生産数量の推移と課題

日本で酒といえば、昔は清酒(日本酒)を指していましたが、清酒の生産数量はピーク時の昭和48年度(1973年)の1,421千klから、平成24年度(2012年)には439千klにまで落ち込み、この30年間で3分の1以下にまで縮小してしまっています。
飲酒運転に対する罰則の強化等や、企業の交際費の圧縮、健康志向から低アルコール化が高まっているという理由もあるものの、焼酎ブームからくる本格焼酎の消費数量の伸び率が高いことを考えると、日本酒離れが継続的に進展してしまっていると考えることができるでしょう。
日本酒は、過去何度かの地酒ブームを経て地酒の美味しさを世間に知らしめることが出来ましたが、若者を中心に「古臭く、おしゃれではない」と思われることが多く、カクテル・チューハイ・ワイン・果実酒といった他のお酒に流れ、現在の日本酒の需要は、やはり中高年に依存する形となっています。
ただ、20代からも「日本酒に詳しいのは格好がいいと思う」や「日本酒が演歌くさい酒とは思わない」などの意見があり、インターネットによるアンケート調査などでも、今後試してみたい酒として日本酒を位置付けている人も少なくはありません。
「いかに消費者ニーズを読み取るか」また、「ブームのきっかけを作る女性のニーズをどう増やすか」が今後の大きな課題になっています。
流通の変化

流通の変化が、日本酒の製造業にとどまらず、酒類製造・酒販業界の構造を大きく変えました。ディスカウントショップが各地に広まって価格破壊が起こり、酒が異常に安価な価格で販売されたため、消費者の購買パターンが大きく変わったのです。
消費者の購買パターンにあわせるために、販売店などが卸売業や製造業に圧力をかけるといった悪循環が生まれてしまいました。
しかし、規制緩和の進展や消費者の購買行動の変化により、小規模な日本酒製造業者の主要販売先である一般酒販店の販売力は低下していますが、手軽に購入しやすいスーパーやコンビニ等の組織小売業では、酒類の販売量が増加している状況もあります。
日本酒の国際化
最近の焼酎ブームや、アルコール飲料の多様化にともない、日本酒の国内消費は減少傾向にあります。しかし清酒メーカーは国外に目を向けて輸出に力を入れ始め、海外で積極的に販促活動を展開しています。
日本酒の消費も国際化が進展し、輸出が増加を続けています。最近では輸出量が右肩上がりに増加し、2011年の輸出では過去最高を記録しました。
要因として、世界的な健康志向によってヘルシーな日本食が好まれ、日本食に合う酒として日本酒が飲まれるようになったことが挙げられます。また、日系企業の海外在留邦人の増加に伴って輸出が増加していることも要因の一つです。
日本から輸出されている日本酒には、アメリカにおいて高級酒として愛飲されているものもあり、また、台湾でも高い人気を得ています。これらの国で受け入れられている理由を国内の消費者に向けてアピールできれば、日本酒ブームの逆輸入というようなことも期待できるでしょう。
姫路・西播磨の清酒産業
播磨は日本酒のふるさと

日本酒の歴史は古く弥生時代にまで遡ると言われていますが、カビ(麹)を使って醸された記述として最初に文献に現れるのは、奈良時代初期に編纂された「播磨国風土記」です。宍禾の郡(しさわのこおり)庭音村の条に、「そこには、カビがはえ即ち酒を醸させた」と記されており、この場所は宍粟市にある庭田神社と考えられています。このように、今日と同じ米と麹を用いる日本酒の製造方法の最古の記述は播磨に見ることができ、播磨は「日本酒のふるさと」として、酒造地としての長い歴史を刻んできました。
清流と最高の米、
高い技術によって発展してきた地酒
美味しい日本酒を造るためには、その主な原料である米と水が重要となります。また、原料がシンプルで製造工程が複雑であることから、酒造りの技術の高さも不可欠となってきます。
播磨地域は、江戸時代にはすでにブランドがあったほど酒米生産が盛んな地域で、近年においても「酒米の王様」と呼ばれる山田錦の誕生の地として、その生産量も日本一を誇っています。
また、西播磨地域には、播磨五川に数えられる「市川」「夢前川」「揖保川」「千種川」などの清流が多く、鉄分が少なく質の良い伏流水に恵まれています。
さらに、日本酒造りにおける長い歴史から、播磨杜氏(とうじ)と呼ばれる優れた技術者集団を多数輩出しており、江戸時代中期には全国にその名が知られるところでした。
このように、銘醸地としての素質を持ち合わせた当地域では、地場産業として今日まで発展を続けてきました。
伝統を重んじて手づくりのこだわった醸造法を代々受け継いでいるところ、時代に合った酒造りに力を入れているところなど、酒造各社にもそれぞれの個性があります。歴史ある伝統の技を受け継いだ杜氏を抱え、独自の技術を開発し、新たな販売企画を打ち立て、愛飲層を着々と広げています。
データでみる清酒産業
酒類製成数量のグラフ
| 平成 | 清酒 | 合成清酒 | 焼酎25%換算 | ビール | 果実酒類 | ウイスキー類 | リキュール類 | 発泡酒 | その他 | 合計 |
|---|---|---|---|---|---|---|---|---|---|---|
| 元年 | 1,119 | 20 | 456 | 6.287 | 56 | 209 | 99 | 0 | 164 | 8,409 |
| 5年 | 1,026 | 36 | 638 | 6,964 | 51 | 171 | 129 | 1 | 125 | 9,141 |
| 6年 | 963 | 39 | 647 | 7,101 | 52 | 169 | 216 | 30 | 130 | 9,346 |
| 7年 | 980 | 43 | 674 | 6,797 | 66 | 134 | 223 | 210 | 120 | 9,245 |
| 8年 | 397 | 42 | 701 | 6,908 | 68 | 123 | 233 | 327 | 118 | 9,457 |
| 9年 | 827 | 39 | 729 | 6,637 | 93 | 154 | 251 | 487 | 133 | 9,396 |
| 10年 | 781 | 39 | 661 | 6,176 | 116 | 124 | 253 | 1.061 | 126 | 9,338 |
| 11年 | 735 | 39 | 718 | 5,890 | 101 | 142 | 332 | 1,432 | 195 | 9,585 |
| 12年 | 720 | 39 | 755 | 5,464 | 97 | 136 | 327 | 1,715 | 168 | 9,421 |
| 13年 | 680 | 40 | 797 | 4,813 | 89 | 112 | 419 | 2,327 | 185 | 9,510 |
| 14年 | 633 | 40 | 818 | 4,300 | 89 | 89 | 558 | 2,624 | 155 | 9,305 |
| 15年 | 524 | 38 | 1,043 | 3,844 | 80 | 81 | 595 | 2,503 | 198 | 8,955 |
| 16年 | 524 | 38 | 1,043 | 3,844 | 69 | 72 | 714 | 2,282 | 416 | 9,048 |
| 17年 | 499 | 34 | 1,051 | 3,650 | 94 | 70 | 742 | 1,694 | 1,205 | 9,037 |
| 18年 | 513 | 49 | 1,016 | 3,536 | 75 | 68 | 755 | 1,574 | 1,288 | 8,888 |
| 19年 | 505 | 53 | 989 | 3,470 | 73 | 62 | 1,025 | 1,528 | 1,108 | 8,812 |
| 20年 | 488 | 50 | 954 | 3,213 | 75 | 66 | 1,285 | 1,383 | 1,165 | 8,678 |
| 21年 | 469 | 45 | 956 | 3,036 | 76 | 73 | 1,562 | 1,103 | 1,125 | 8,444 |
| 22年 | 477 | 43 | 894 | 2,954 | 78 | 85 | 1,714 | 948 | 1,096 | 8,258 |
| 23年 | 440 | 41 | 853 | 2,895 | 84 | 85 | 1,838 | 773 | 1,096 | 8,110 |
| 24年 | 439 | 39 | 877 | 2,803 | 84 | 85 | 1,838 | 733 | 1,099 | 8,110 |
| 25年 | 444 | 37 | 897 | 2,826 | 98 | 94 | 1.994 | 527 | 1,059 | 8,015 |
| 26年 | 447 | 35 | 876 | 2,733 | 102 | 106 | 1,871 | 560 | 1,072 | 7,801 |
| 27年 | 445 | 35 | 814 | 2,753 | 100 | 118 | 1,979 | 502 | 1,114 | 7,871 |
| 28年 | 427 | 32 | 814 | 2,753 | 100 | 118 | 1,979 | 502 | 1,144 | 7,871 |
(単位:千kl)
国税庁「酒類製成数量の推移」より
輸出量・金額推移表
| 平成 | 量 | 前年比 | 価額(百万円) | 前年 | 円 |
|---|---|---|---|---|---|
| 19年 | 11,334 | 110.40% | 7,048 | 115.40% | 621 |
| 20年 | 12,151 | 107.20% | 7,676 | 108.90% | 631 |
| 21年 | 11,949 | 98.30% | 7,184 | 93.60% | 601 |
| 22年 | 13,770 | 115.20% | 8,500 | 118.30% | 617 |
| 23年 | 14,022 | 101.80% | 8,776 | 103.20% | 625 |
| 24年 | 14,131 | 100.80% | 8,946 | 101.90% | 633 |
| 25年 | 16,202 | 114.70% | 10,524 | 117.60% | 649 |
| 26年 | 16,314 | 100.70% | 11,507 | 109.30% | 705 |
| 27年 | 18,180 | 111.40% | 14,011 | 121.80% | 770 |
| 28年 | 19,737 | 108.60% | 15,581 | 111.20% | 789 |
神戸税関「清酒の輸出」より
主要地域国別輸出量・金額(平成29年度)
| 国名 | 数量(kl) | 構成比 | 価額(百万円) | 構成比 | 円/L |
|---|---|---|---|---|---|
| 全世界 | 23,482 | 100.00% | 18,679 | 100.00% | 795 |
| アメリカ合衆国 | 5,780 | 24.60% | 6,039 | 32.30% | 1,045 |
| 大韓民国 | 4,798 | 20.40% | 1,864 | 10.00% | 388 |
| 中国 | 3,341 | 14.20% | 2,660 | 14.20% | 796 |
| 台湾 | 1,985 | 8.50% | 948 | 5.10% | 478 |
| 香港 | 1,807 | 7.70% | 2,799 | 15.00% | 1,549 |
| カナダ | 711 | 3.00% | 486 | 2.60% | 684 |
| シンガポール | 530 | 2.30% | 691 | 3.70% | 1,304 |
| オーストラリア | 444 | 1.90% | 396 | 2.10% | 892 |
| イギリス | 388 | 1.70% | 348 | 1.90% | 897 |
| その他 | 3,698 | 15.70% | 2,448 | 13.10% | 662 |
国税庁「最近の清酒の輸出動向について」より
清酒・地酒とは
日本酒(清酒)とは

日本の伝統的なアルコール飲料で、米を発酵させて作ります。清酒と言うのは酒税法上の呼び方であり、一般には酒(さけ)と呼ばれることもあります。
いろいろな温度で飲むことができ、表現がそれぞれ異なります。また、魚介類の臭み消しや香り付けなど、料理では調味料として使用され、祭りや儀式などにも用いられます。日本の法律では、お酒(アルコール)は20歳にならないと飲めません。
地酒とは

本来、その地域で収穫された米と水を使って造られる酒、いわば「土地の旨みを凝縮した、地に根ざした酒」のことを言います。
江戸時代の頃から、伏見(京都)、灘(兵庫)、西条(広島)は三大名醸地として全国にその名を馳せてきました。それ以外の場所で造られた酒は「地酒」と呼ばれ、昔は本場の酒よりも少し格の低いものとして扱われていました。
しかし、昭和の終わりに起こった「地酒ブーム」によって地酒が一気に注目され、1本数万円ものプレミアがつくものや、幻の銘酒といわれたブランド商品が生まれるなど、質に関しても本場の酒に勝るとも劣らぬものがあるということが認知されたのです。
最近では「地酒」という言葉も、本来の「土地の酒」という意味で使われることが多くなっています。大都市のデパートや専門店で地酒が販売され、お中元やお歳暮などの贈答品に用いられることが多くなっています。
清酒の種類
清酒の種類
清酒は、原料や精米歩合などによって、大きく吟醸酒・純米酒・本醸造酒・普通酒の4種類に分類されます。
このうち、吟醸酒・純米酒・本醸造酒は特定名称と呼ばれ、大きく8種類に分類することができます。
- 純米酒
- 白米と米麹、水だけを原料として製造した酒(醸造アルコールや糖類が一切使用されていない)で、香味、色沢がよいものを「純米酒」といいます。
- 本醸造酒
- 精米歩合70%以下の白米と米麹、水で醸造し、白米と米麹の合計重量の10%以内の醸造アルコール(清酒に添加される良質のアルコール、一般には添加は25%以下)をもろみに添加して製造した清酒で、香味、色沢がよいものを「本醸造酒」といいます。
- 吟醸酒
- 純米酒や本醸造酒と同様の製法ながら精米歩合が60%以下で、低温でゆっくり醗酵させるなど特に吟味して製造した清酒で、果実や花のようなフルーティーな香りがあり、色沢が特によいものを「吟醸酒」といいます。精米歩合50%以下の白米を使用したものを大吟醸酒と呼ぶことができます。
- 普通酒
- かつての一級、二級酒にほぼ該当するもので、醸造用アルコールが25%以上のものを指します。特定名称酒以外の清酒で、一般に流通している大部分が普通酒になります。副原料を加える場合、その重量が米・米麹の重量を超えない範囲という条件が定められています。三倍増醸清酒、またはそれをブレンドした酒も普通酒に含まれます。
| 特定名称 | 使用原料 | 精米歩合 | こうじ米の使用割合 | 香味などの要件 |
|---|---|---|---|---|
| 吟醸酒 | 米・米こうじ・醸造アルコール | 60%以下 | 15%以上 | 吟醸造り、固有の香味、色沢が良好 |
| 大吟醸酒 | 米・米こうじ・醸造アルコール | 50%以下 | 15%以上 | 吟醸造り、固有の香味、色沢が特に良好 |
| 純米酒 | 米・米こうじ | 70%以下 | 15%以上 | 香味、色沢が良好 |
| 純米吟醸酒 | 米・米こうじ | 60%以下 | 15%以上 | 吟醸造り、固有の香味、色沢が良好 |
| 純米大吟醸酒 | 米・米こうじ | 50%以下 | 15%以上 | 吟醸造り、固有の香味、色沢が特に良好 |
| 特別純米酒 | 米・米こうじ | 60%以下または特別な製法(要説明表示) | 15%以上 | 香味、色沢が特に良好 |
| 本醸造酒 | 米・米こうじ・醸造アルコール | 70%以下 | 15%以上 | 香味、色沢が良好 |
| 特別本醸造酒 | 米・米こうじ・醸造アルコール | 60%以下または特別な製法(要説明表示) | 15%以上 | 香味、色沢が特に良好 |
国税庁「酒のしおり(平成30年版)」より
ラベルの表示項目
清酒のラベルには、原材料やアルコール分などのほか、
日本酒度や酸度などが記載されており、清酒を選ぶ際の目安になります。
精米歩合
白米の、その玄米に対する重量の割合。精米歩合60%というときには、玄米の表層部を40%削り取ることをいいます。
日本酒度
酒の甘辛を示す尺度。プラスになればなるほど、辛口(糖分が少ない)であることを示します。
酸度
酸っぱさを表します。酸度が高いと、キレがある辛口に感じます。
アミノ酸度
高いと旨みが高く、低いと淡麗といわれます。
清酒の味とタイプ
香りの高いタイプ
大吟醸や吟醸など、華やかで透明感のある果実や花の香りが特徴。甘さと丸味は中程度で、爽快な酸と調和がとれた味わい。10~16℃が適温。ぬる燗もOK
熟成タイプ
熟成された清酒は、スパイスや果実などの力強く複雑な香りが特徴。甘みはとろりとして、よく練れた酸が加わって調和する芳醇な味。7~25℃と、飲用適温帯が広い。
軽快でなめらかタイプ
淡麗辛口系の清酒は、穏やかで控えめな香りに清涼感のある味わいが特徴。6~10℃くらいの低い温度が適温。ワイングラスなどに入れて飲むのもおすすめ。
コクのあるタイプ
樹木や乳性の旨みを感じさせる香りが特徴。甘み、酸味、心地よい苦みとふくよかな味わい。10~45℃で楽しめ、温度によって味が変わります。
姫路市「播磨日本酒ガイド」より
温度による違いを楽しむ
清酒は、温めたり冷やしたりすることで、
味や香りが変わるのが大きな特徴です。
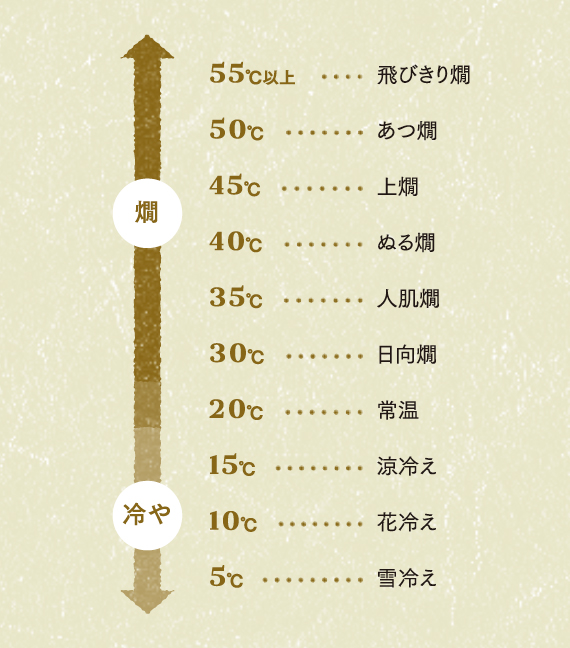
姫路市「播磨日本酒ガイド」より
清酒の原料
水:日本酒の80パーセントを占める成分
品質を左右する大きな要因となる「水」は、日本酒の80パーセントを占める成分です。井戸水や伏流水が水源となり、都市部の醸造所では、上質な水を求めて遠隔地から輸送したり、良質な水源を求めて移転したりすることまであります。それほど水は酒造りにとって重要な原料となります。
一般的に、硬水を使用した場合はミネラルによって酵母の働きが活発になり、糖の分解が速く進むことで辛口になります。反対に、軟水を使用するとミネラルが少ないため酵母の働きがゆっくりとなり、糖の分解も進みづらいので甘口になります。
米:用途によって使い分ける
酒を醸造する原料、麹米として使用される米を酒米と言い、酒米用の品種は通常の食用品種とは区別され、「酒造好適米」と呼ばれています。
仕込みの際に、醪(もろみ)を増量するときに使用する蒸米のことを掛け米と言い、掛け米は、吟醸酒・大吟醸などの場合は酒造好適米が使われることがありますが、普通酒は一般のうるち米が使用されることがほとんどです。
麹:アルコール発酵を促す
麹は、米のデンプンをブドウ糖に変える働きをします。蒸した米に麹菌というコウジカビの胞子を繁殖させたものを日本酒に用います。これを米麹とも言います。
酵母:酒の味を決定付ける
酵母とは、栄養細胞の出芽、または分裂によって繁殖する菌類です。自然界に何十万もの種類が存在しており、それぞれ異なった資質をもっています。この酵母の種類の数だけ、味わいや香りが違った酒が出来ます。
明治以前は、麹と水を合わせる過程において、長年の仕込みにより酒蔵に棲みついた「家つき酵母」もしくは「蔵つき酵母」に頼っていました。その為、運任せで醸造される酒は品質が安定しませんでしたが、明治時代になると微生物学の発達により、有用な菌栽培が行われ、それを使用することにより品質の安定と向上が図られました。
酒米の王様兵庫県産「山田錦」
山田錦の性質
明治44年以来100回以上の歴史を誇る「全国新酒鑑評会」では、山田錦を使った日本酒が上位を占めています。
山田錦は、その粒の大きさや心白の形状、程よい水分や脂肪・たんぱく質の少なさなど、あらゆる点において酒造好適米としての美点を備えているため、酒造家から絶大な人気を誇っています。
大粒
山田錦の玄米千粒重は約28.1g。主食用であるコシヒカリの約22gと比べると、大きくて重いことがよくわかります。
心白
心白発現率は、70%程度。心白の形状は線状の粒が多く、吸水しやすく麹菌が入りやすい構造です。
消化性
デンプンの中のアミロペクチンの連鎖が短く、デンプンの蓄積が穏やかなため、消化性に優れています
兵庫県が山田錦の名産地である理由
1.気候・風土
山田錦の産地が広がる兵庫県南東部の気候は瀬戸内海式気候のため、温暖で日照時間が長く、降水量は少なめです。また、標高50~150mの山の麓や谷あいにあたるため、六甲山系によって暖かい空気が遮られて夜間の気温が低く、日較差が大きくなって稲の実りがよくなります。
2.土壌
山田錦の産地の土壌はモンモリロナイトと呼ばれる粘土質で、根が深くまで伸びて下層の水や養分をしっかりと吸収します。また、米のミネラル分となる石灰、苦土、カリウムなどをバランスよく含み、粒ばりがよく心白の鮮明な酒米になります。
3.種子管理
山田錦は生誕以来、厳格に種子管理をされています。兵庫県内の生産者は、毎年この種子を用いて山田錦を造ります。
 |
播磨の酒米
兵庫県の酒造好適米の生産量は、全国の約3割を占めます。
酒米の王様と呼ばれる山田錦をはじめ、播磨地域では様々な酒米が生産されています。
山田錦
「山田穂」と「短稈渡船」を両親に兵庫県で育成
- 酒造好適米の中でも特に酒造家から非常に人気がある
- 豊潤な酒ができると評判が高く、消費者の知名度が高い
- 兵庫県の生産量は、全国の約6割を占める
兵庫夢錦
「菊栄と山田錦を交配したF2」と「兵系23号」を両親に兵庫県で育成
- 西播磨地域で栽培される酒造好適米
- 大粒で心白の発生が良く、酒造適正が高い
兵庫錦
「山田錦と西海134号を交配したF2」と「山田錦」を両親に兵庫県で育成
- 稲の長さが短く、倒れにくいのが特徴
- たつの市などを中心にブランド化が進む
製造工程
世界にも類を見ない巧妙かつ複雑な製法
酒造りは「一麹二もと三つくり」といわれ、世界でも類を見ない製法が用いられます。米を醗酵させて造られる醸造酒が日本酒になりますが、米には糖分がないので、そのままでは醗酵しません。まず、米を麹菌の酵素によって糖分に変え、そこに酵母を加えて発酵させるという、巧妙で複雑な仕組みによって造られます。

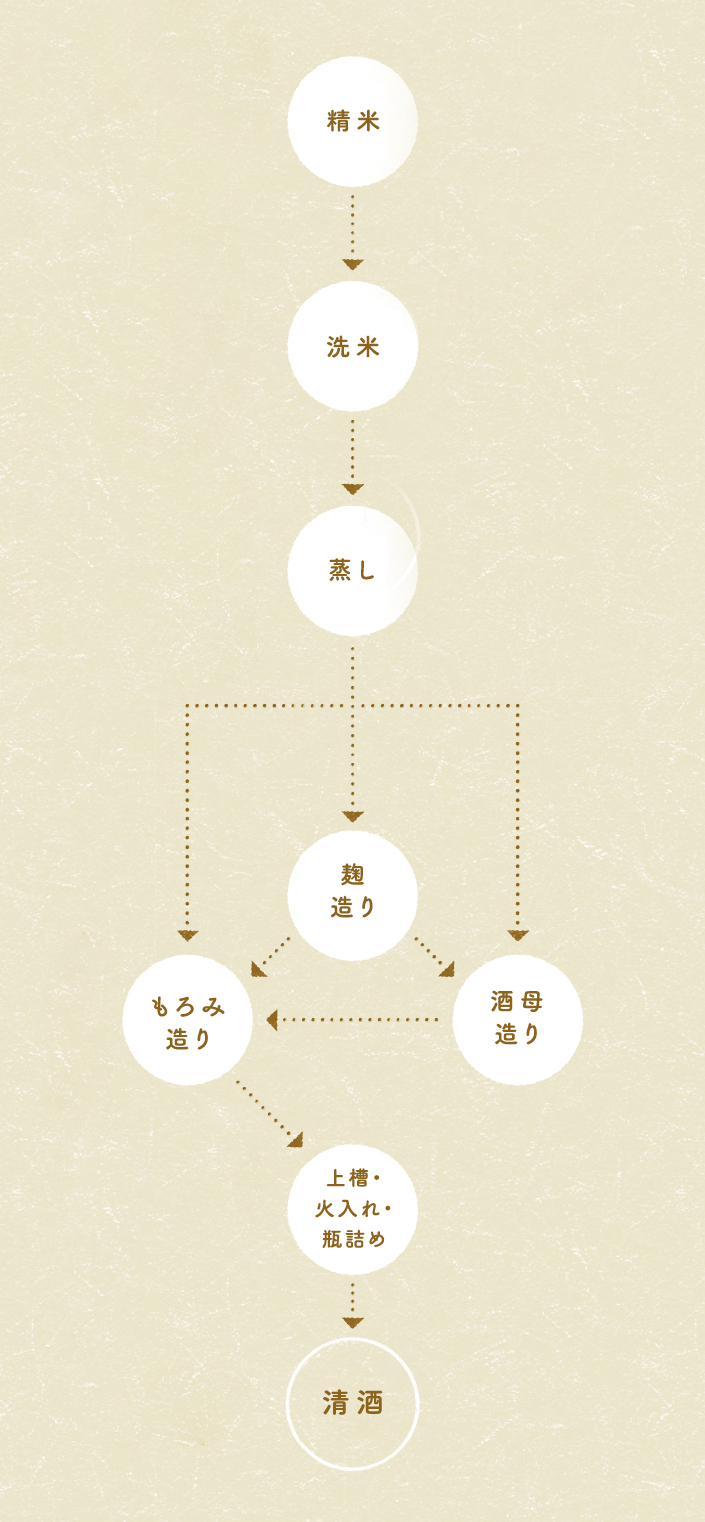
米を磨き・洗い・蒸しあげる
酒造りの工程は、酒米の外側を削り落とすことから始まります。雑味のない美味しい酒を造るには、米の外側に多く含まれるたんぱく質や脂肪を取り除く必要があるからです。普段食べる米は10%程度精米するだけですが、清酒の場合はおよそ30%精米する必要があり、大吟醸酒ですと50%以上削ることもあります。次に、精米された米をきれいに洗い、適度の水分を吸わせます。その後、こしきなどを使って蒸しの工程に入ります。蒸気で蒸すため、蒸しあがりは硬く、一粒一粒がバラバラの状態になります。これが清酒造りには重要なことで、粘りのあるコメは酒造りには好ましくありません。蒸米は麹用と酒母用、もろみ用に分けられ、そのうちの15〜25%が麹用として使われます。
米麹・酒母・もろみを造る
酒の品質を決める重要な作業が、米麹造りです。蒸しあがった米を冷まし、麹菌の胞子を撒き、米の温度を調節しておよど2日。米の表面に破精(はぜ)と呼ばれる白い部分が増えると、麹の出来上がりです。次に、清酒のもととなる酒母造りです。水と米麹と蒸米をタンクに入れ、酵母を増やしていきます。酵母が増えると、もろみ造りが始まります。発酵タンクに、蒸米と米麹と水と酒母を入れて仕込みます。この時、一度に全ての原料を入れるのではなく、数回に分けて仕込みます。通常は3回に分けて仕込むので、「3段仕込み」と呼ばれます。
搾って、こす
上槽とは、もろみを搾って酒と酒粕に分ける工程です。不純物を取り除くため、搾った酒をろ過します。その後、酒質を安定させるため、火入れと呼ばれる低温加熱殺菌を行って貯蔵し、出荷時に瓶詰めします。
杜氏
杜氏について

酒造りは、杜氏(とうじ)と呼ばれる日本酒の製造を行う際の責任者に任せられます。酒造技能検定で一級技能士を持つ人が杜氏となっていることが多く、杜氏は日本酒の製造に携わる蔵人と呼ばれる技能集団を率いて総括し、酒造現場の管理だけでなく、帳簿管理も行っています。 全国にはいくつかの杜氏集団があり、それぞれ丹波杜氏・但馬杜氏・越後杜氏・南部杜氏・越前杜氏等々と称し、各流派独自の技術を誇りにして日本酒の製造に当たっています。兵庫県には丹波杜氏・但馬杜氏・播磨杜氏・淡路杜氏・城崎杜氏などが存在し、中でも丹波杜氏は日本三大杜氏のひとつと言われています。
杜氏の由来
元来、男の刀禰(とね)に対して、家事を司る独立した女性を意味して刀自(とじ)という言葉があります。これが杜氏に変化したといわれています。
元々は野生酵母によって発酵させる「口噛み」という作業を行うのは巫女口神の酒宮中であり、酒造りに携わる造酒司でも女性が活躍していたなど、酒造りは女性の役目でした。現在は、一部女性の杜氏もいますが、大多数は男性です。
杜氏の役職と役割
| 杜氏 | 蔵の管理、帳簿管理、醪の仕込みと管理 | |
| 三役 | 頭 | 杜氏からの指令伝達、蔵人の指揮、仕込み水汲み、醪仕込み主任 |
| 大師または麹師 | 麹用蒸米の取込み、麹室仕事一切 | |
| 酛廻しまたは酛師 | 酛立ての仕事一切、醪仕込み | |
| 道具廻し | 酒造用具の管理一般、道具洗浄、水の運搬、米洗い、蒸米取出し | |
| 釜屋 | 甑蒸し、釜焚きつけ、米洗い、米量り、仕込み水汲み | |
| 相麹 | 麹師助手 | |
| 相釜 | 釜屋助手 | |
| 追廻 | 上人(じょうびと) | 桶洗い、米洗い、水汲み、道具準備 |
| 中人(ちゅうびと) | 水汲み、米洗い、蒸米運び、洗いもの | |
| 下人(したびと) | 洗いもの、米洗い、水汲み、泡番 | |
| 飯炊(ままたき、かしき) | まま屋、食事一切、麹室手伝い、桶の見回り、掃除 | |
お問い合わせ窓口
| 商品についてのお問い合わせ | |
|---|---|
| 連絡先団体名 | 姫路酒造組合 |
| 所在地 | 670-0946 兵庫県姫路市北条永良町246 |
| TEL | 079-222-1472 |
| FAX | 079-222-1482 |
| 産業の歴史・その他情報について | |
|---|---|
| 連絡先団体名 | 播磨広域連携協議会 |
| 担当部署 | 事務局(姫路市地方創生推進室内) |
| 所在地 | 670-8501 兵庫県姫路市安田4丁目1番地 姫路市役所地方創生推進室内 |
| TEL | 079-221-2203 |
| FAX | 079-221-2384 |
| seisaku-kouiki@city.himeji.hyogo.jp | |
| URl | http://www.harima-sake.jp |
| はりま酒文化ツーリズムについて | |
|---|---|
| 連絡先団体名 | 播磨広域連携協議会 |
| 担当部署 | 事務局(姫路市地方創生推進室内) |
| 所在地 | 670-8501 兵庫県姫路市安田4丁目1番地 姫路市役所地方創生推進室内 |
| TEL | 079-221-2203 |
| FAX | 079-221-2384 |
| seisaku-kouiki@city.himeji.hyogo.jp | |
| URl | http://www.harima-sake.jp |
| はりま酒めぐりバスツアーについて | |
|---|---|
| 連絡先団体名 | 播磨広域連携協議会 |
| 担当部署 | 事務局(姫路市地方創生推進室内) |
| 所在地 | 670-8501 兵庫県姫路市安田4丁目1番地 姫路市役所地方創生推進室内 |
| TEL | 079-221-2203 |
| FAX | 079-221-2384 |
| seisaku-kouiki@city.himeji.hyogo.jp | |
| URl | http://www.harima-sake.jp |